
Mianyang Yasen Hardware Tools وٽ 10 سالن کان مٿي جو تجربو آهي ڪاٺ جي ڪم جي مشينن جي بِٽس ٺاهڻ ۾ مختلف قسمن سان: بريڊ پوائنٽ ڊرلز (ڊاول ڊرلز)، هول بورنگ بِٽ، هينگي بورنگ بِٽ وغيره. هيٺيون ڊرل بٽس:
مشين جي سوراخ ۾ چپ ڪرڻ جو سبب
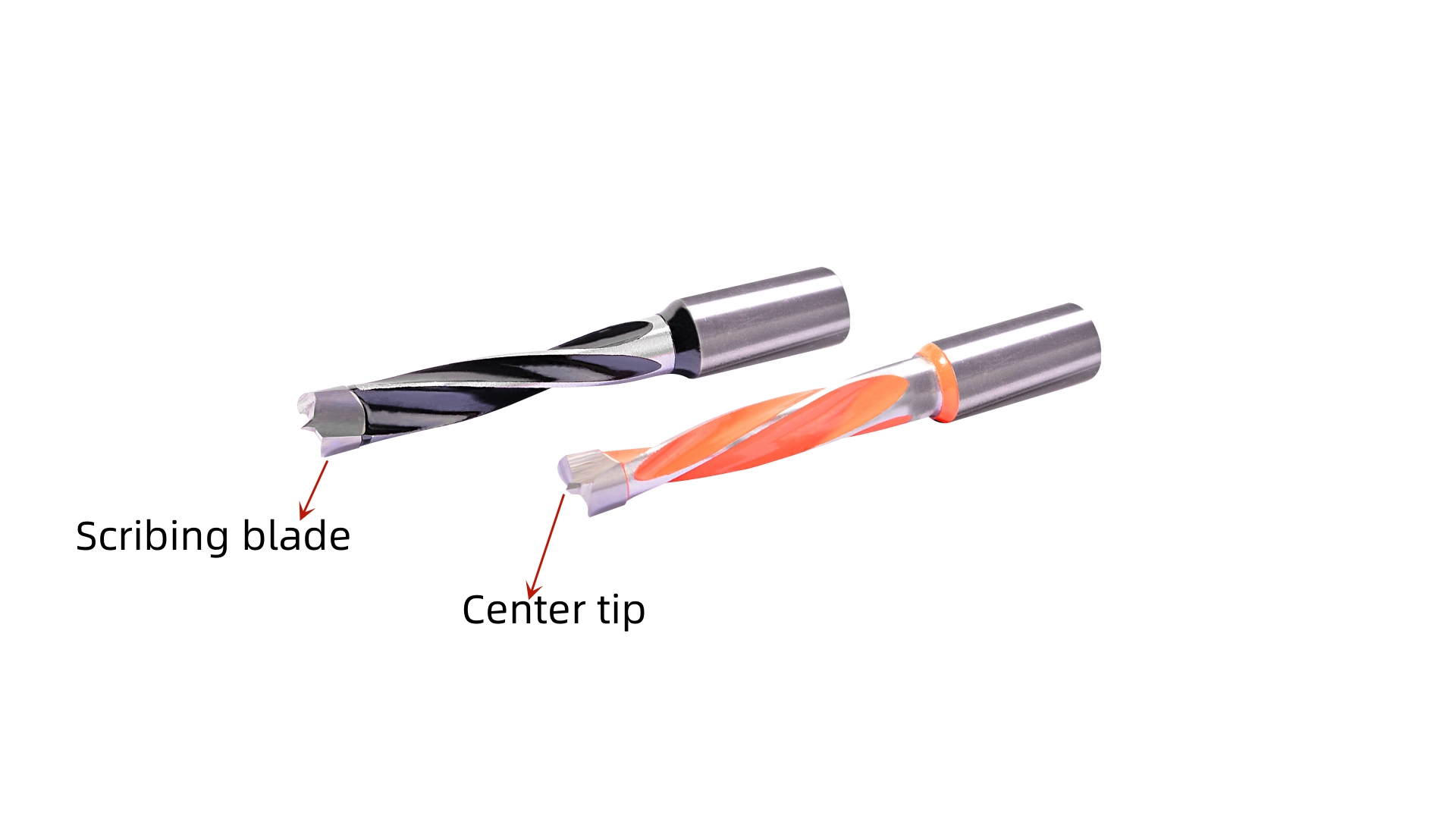
1. اسڪرائبنگ بليڊ تيز نه آهي، ۽ ٻه اسڪرائبنگ بليڊ اوچائي ۾ برابر نه آهن؛
2. مرڪز جي ٽپ ۽ شنڪ جي مرڪزيت معيار کي پورو نٿو ڪري؛
3. مشين ٽول جي اسپنڊل پاڻ کي هڪ وڏو رن آئوٽ آهي؛
4. پروسيس ٿيل پليٽ (workpiece) هڪ حرڪت وارو رجحان آهي؛
5. اسپنڊل جي رفتار ٽول فيڊ جي رفتار سان نه ملندي آهي.
6. قطار ڊرل جي تڪڙي جوڙڻ جو مرڪز اعلي نه آهي يا ٻيون ٽيڪنيڪل ڊيٽا معياري نه آهن.
مشين کان پوء سوراخ جي elliptical رجحان جو سبب
1. مرڪزي ٽپ ۽ هينڊل هڪجهڙا مرڪز نه آهن، يا مرڪزي ٽپ تيز نه آهي؛
2. سوراخ ڪرڻ واري عمل دوران workpiece ھلندو آھي؛
3. اسپنڊل جي رفتار اوزار فيڊ جي رفتار سان نه ملندي آهي؛
4. قطار ڊرل ملائڻ جي مرڪزيت اعلي نه آهي يا ٻيون ٽيڪنيڪل ڊيٽا معياري نه آهي؛
5. قطار جي سوراخ ڪرڻ واري رگ جي ڊرل سيٽ ٿلهي يا خراب آهي.
پروسيسنگ دوران دونھون ۽ پيسٽ جو سبب
1. چاقو جي ڪنڊ تيز نه آهي، ۽ ڊرل بٽ کي تبديل ڪرڻ گهرجي؛
2. سرپل گروو (چپ نڪرڻ واري ڇت) کي بلاڪ ڪيو ويو آهي، نتيجي ۾ خراب چپ هٽائڻ؛
3. workpiece جي نمي (پروسيسنگ مواد) معيار کان وڌيڪ آهي، پليٽ گلو مواد تمام ڳري آهي يا گلو معيار سٺو ناهي (MDF ۽ پلائيووڊ خاص طور تي نمايان آهن)
4. اوزار جي فيڊ اسپيڊ پروسيس ٿيل مواد جي قسم ۽ سوراخ جي کوٽائي سان نه ملندي آهي؛
5. مواد جي پروسيسنگ لاءِ مناسب ڊرل بٽ جو قسم چونڊيو.
ائڊريس: Mianyang شهر، Sichuan صوبي، چين
سيل: +86-15386660937
ٽيليفون: +86-816-2406189
فيڪس: +86-816-240619
Email/Skype: joyce.yasendrill@outlook.com
WeChat: YS15386660937
پوسٽ جو وقت: نومبر-05-2022


